Do you have the same problems in CNC machining?
Today, I've selected two representative questions from customer inquiries to share with you, as you might have encountered similar issues:
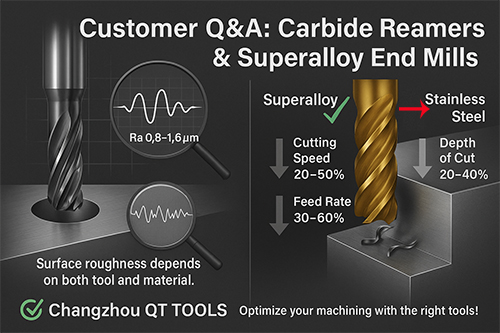
1. What surface roughness can our carbide reamers achieve when reaming holes?

First, it's crucial to understand that surface roughness isn't solely determined by the reamer or tool quality; the material being machined plays a significant role. Generally, harder materials tend to yield better surface finishes. While precise definitions are difficult, our carbide reamers typically achieve Ra 0.8 to 1.6 micrometers. For specialized needs, our customized high-finish reamers can even achieve below Ra 0.8 micrometers.
2. Can the gold-coated superalloy end mills sold by Changzhou QT TOOLS be used for machining stainless steel?

Many customers assume that an HRC70 hardness means a tool designed for superalloys can be used interchangeably with stainless steel to save costs. Generally, end mills designed for superalloys are indeed suitable for machining stainless steel. However, the reverse is not true: using an end mill designed for stainless steel to machine superalloys will significantly reduce tool durability. Therefore, it's crucial to use the right tool for the right material. When using superalloy end mills for stainless steel, only parameter adjustments are needed. We suggest:
Cutting speed reduction: 20% to 50%
Feed rate reduction: 30% to 60%
Depth of cut reduction: 20% to 40% Please note, these are reference ranges, and further adjustments should be made based on specific working conditions.
Follow Changzhou QT TOOLS to learn more about tool usage and avoid common pitfalls!